What is meant by WPS and PQR Qualification…?
Welding Procedure Development and Specification
Initiation:
When welding procedures are required by a client,
The Welding Engineer:
- Develops a preliminary Welding Procedure Specification (pWPS) to suit the client requirements.
Steps of WPS/PQR Qualification and Welder Certification Package:
Preliminary Welding Procedure Specification (pWPS):Details of the preliminary welding procedure are prepared and submitted to the client for approval to run the test weld.
Welding Procedure Qualifications (WPQ): The Welding Engineer or Welding Inspector ensures that each new pWPS is qualified in accordance with the Client’s requirements and relevant standards and codes.The Welding Inspector ensures suitably skilled personnel and adequate supplies of welding consumables and test pieces are available for testing.The Welding Inspector records all necessary welding parameters on a Procedure Running Sheet during qualification of the WPQ. Where required by the contract the Client’s representative and/or certifying authority is given adequate notice prior to commencement of any qualification.After visual acceptance, the Welding Inspector identifies the test piece by the use of a marker pen with the following:
- WPS number
- Welder identification – name and unique number
- Date
- Top of coupon.
The Welding Inspector raises a material requisition for the testing of the welded test piece ensuring all the necessary data, eg welder’s name, number, WPQ number, material type, applicable standards or codes being worked to, are identified. Upon completion, all testing records are reviewed by the Welding Engineer to ensure compliance.
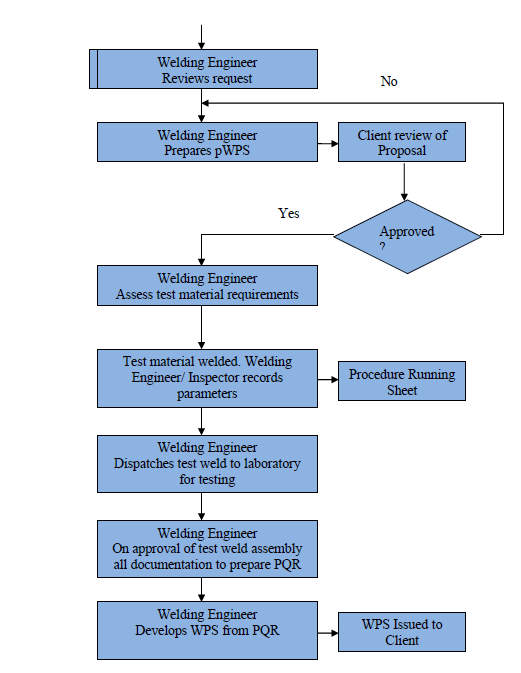
Welding Procedure Qualification Record (WPQR): Following successful testing, the Welding Engineer compiles a Procedure Qualification Record (PQR) which consists of:
- PQR
- Procedure Running Sheet
- Test results
- Material and consumable certification.
The Welding Engineer, signs the PQR sheets in the space provided.
Welding Procedure Specification : The Welding Engineer assigns a unique number to the WPS in consultation with the client.The welding parameters are detailed on the WPS are those that will be worked to in the field. WPSs and PQR are forwarded to the Client for approval.
Welder and Welding Operator Qualifications: Welders or Welding Operators are qualified in accordance with the requirements of the Client and relevant standards or codes. The test is carried out as per an approved welding procedure. The Welding Inspector verifies the welders’ test piece, upon completion, meets the requirements of the Client and relevant standards or codes.Welder qualification test details are recorded by the Welding Inspector on the Welder Performance Qualifications and these are signed and stamped and approved by the Welding Engineer or delegate.
Control of Welding Consumables
SMAW electrodes are handled and stored as follows:
- On delivery, packets are inspected for damage
- Where traceability is required, batch numbers are verified as complying with consumable certification
- Unopened packets are stored in a dry place
- Ensure current batches are recorded on the welding consumable control sheet when traceability is required
- Once opened, maintain all electrodes other than low hydrogen types, in their original packets in a dry space
- Ensure that different sizes, brands or batches of electrodes are not mixed
- Low hydrogen electrodes heating temperature and holding times must be to the manufacturers recommendations.
- Consumables for GTAW, FCAW, SAW and GMAW are handled and stored in accordance with manufacturer’s recommendations.
Welding Documentation
The following standard forms are referenced in this document:
- Preliminary Welding Procedure Specification (General)
- Procedure Qualification Record
- Procedure Running Sheet
- Welding Procedure Specification (WPS) (General)
- Welder Performance Record and Welder ID Card